
راهنمای جامع الزامات و تستهای لوله A106 GR. B
لولههای A106 GR. B یکی از پرکاربردترین لولههای فولادی هستند که در اجرای پایپینگ صنایع مختلف از جمله نفت، گاز، پتروشیمی و نیروگاهی به کار میروند. این مقاله به بررسی تعاریف اولیه، الزامات و تستهای لازم برای این لوله میپردازد تا اطمینان حاصل شود که این محصول با استانداردهای صنعتی مطابقت دارد و قابلیت اطمینان و عملکرد بهینه را در کاربردهای مختلف تضمین میکند.
تعاریف:
1. استاندارد ASME B36.10 در رابطه با لوله های کربن استیل مانیسمان و درزدار با روش ساخت Wrought صحبت می کند و
جهت معرفی لوله 8 پارامتر را مورد توجه قرار داده است:
1-1 سایز لوله
1-2 ضخامت لوله
1-3 استاندارد ساخت لوله
1-4 طول لوله
1-5 جنس لوله
1-6 آرایش انتهایی لوله
1-7 پوشش لوله
1-8 روش تولید لوله
“قابل توجه خوانندگان عزیز، در بخش تعاریف هدف یادآوری و مروری اجمالی بر کد و استاندارد ها می باشد و سپس به موضوع اصلی پرداخته خواهد شد.”
* در رابطه با سایز و ضخامت لوله های کربن استیل استاندارد ASME B36.10 جدول تمامی سایز ها، برای لوله های کربن استیل را داده است که از طریق این جدول به راحتی میتوان برای هر سایز ضخامت ها را بررسی کرد و همینطور نکته مهم تر اینکه وزن کیلوگرم بر متر شاخه لوله را محاسبه نمود. مطلبی که قابل ذکر است در قسمت سایز نامی لوله NPS برابر اینچ و DN برابر میلیمتر است و این پارامتر کاملا بدون بُعد می باشد و تنها جهت معرفی لوله است، توجه شود که در معرفی قطر بیرونی لوله و ضخامت دیواره لوله ابعاد کاملا متفاوت هستند، البته از NPS 14 سایز نامی لوله برابر با قطر بیرونی لوله میشود.
* استاندارد ساخت لوله های کربن استیل هم بر اساس استاندارد ASME B36.10 به روش Wrought می باشد، طول لوله ها به صورت عمده 6 متر و 12 متر می باشد.
* آرایش انتهایی لوله به سه صورت می باشد:
Bevel Ends. Plain Ends. Threaded Ends
برای NPS 1/8 تا NPS 1 1/2 آرایش انتهایی لوله به صورت Plain Ends و Threaded Ends می باشد.
برای NPS 2 و به بالا Bevel Ends یا اصطلاحا کونیک می باشد.
* پوشش لوله یا Coating : پوشش بیرون لوله معمولا به صورت Black Varnish یا Clear Varnish می باشد در برخی سیالات خورنده که داخل لوله نیز باید پوشش داشته باشد به کمک Epoxy Lining یا Rubber Lining عملیات Coating را انجام
می دهند.
* روش تولید لوله : Seamless و Welded می باشد که به اختصار به صورت SMLS و WLDD نمایش می دهند، در مورد روش دوم، لوله درزدار سه روش ساخت وجود دارد که به اختصار ERW – FBW – EFW – DSAW می باشد.
ERW: electric resistance – welded pipe
FBW: furnace butt welded pipe
EFW: electric fusion welded pipe
DSAW: double submerged – arc welded pipe
در روش ساخت ERW نحوه جوش لوله به صورت درز جوش طولی می باشد. جوشکاری لوله به صورت مارپیچی هم روش DSAW است که در بازار به لوله های SPIRAL PIPE معروف هستند.
——————————————————————————————–
2. طبق تعریف پیوست A کد پایپینگ ASME B31.3 برای لوله های فلزی، آلیاژ A106 به صورت زیر ارائه شده است:
A106: Seamless, Carbon Steel Pipe, for High-Temperature Service
جمله بالا ذکر می کند که : روش ساخت مانیسمان ( بدون درز) ، جنس کربن استیل، برای سرویس های دما بالا
* در روش ساخت لوله به صورت مانیسمان از روش های جوشکاری استفاده نمیشود، معمولا در روش تولید لوله بدون درز از طریق نورد گرم کاری با استفاده از شمش توپر BILLET انجام میگردد، قابل ذکر است روش دومی هم وجود دارد بنام اکستروژن یا تزریقی که شمش را ذوب میکنند و به صورت اکستروژن پایپ را تولید می کنند.
* متریال های آهنی طبق کد پایپینگ مذکور سه نوع جنس دارند: Carbon Steel – Alloy Steel – Stainless Steel
* اکثر کربن استیل ها تحمل دمایی بین 20 – تا 400 + درجه سانتگراد را دارند.
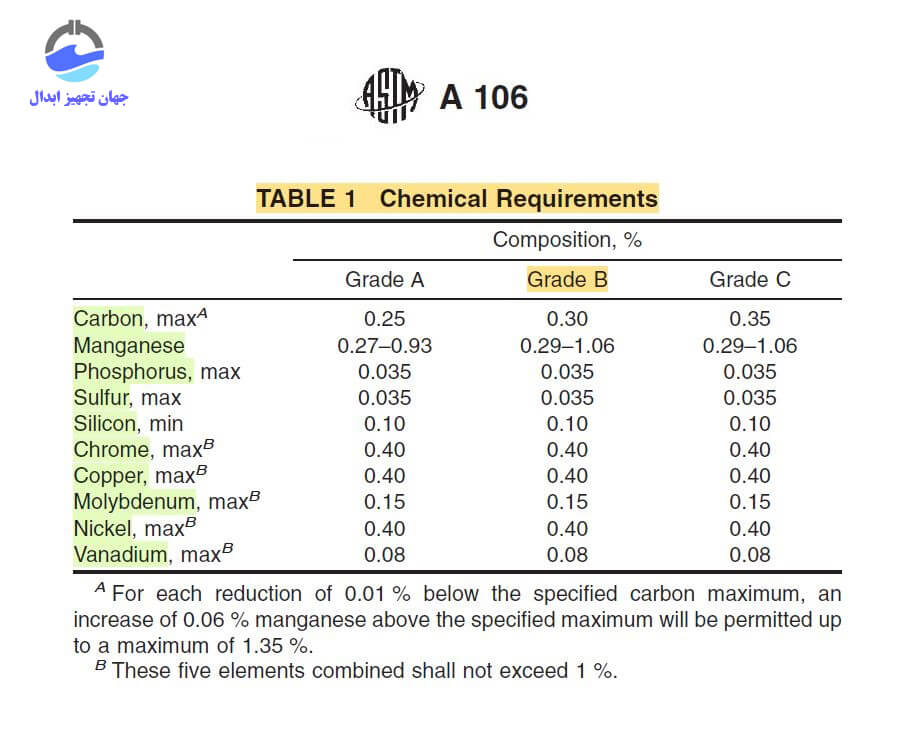
لوله A106 دارای سه گرید A – B – C می باشد که در این مقاله گرید B مورد توجه قرار گرفته است.
طبق استاندارد ASTM برای آلیاژ A106 گرید B جداول زیر ارائه شده است:
* آلیاژ های معادل متریال A106 – GR. B:
طبق استاندارد متریال های: API 5L / A53 GR. B / PSL – 1
————————————————————————————
الزامات و تست های لوله A106 GR.B
| Component | Spec. |
| Pipe | A106 Gr.B / A530 |
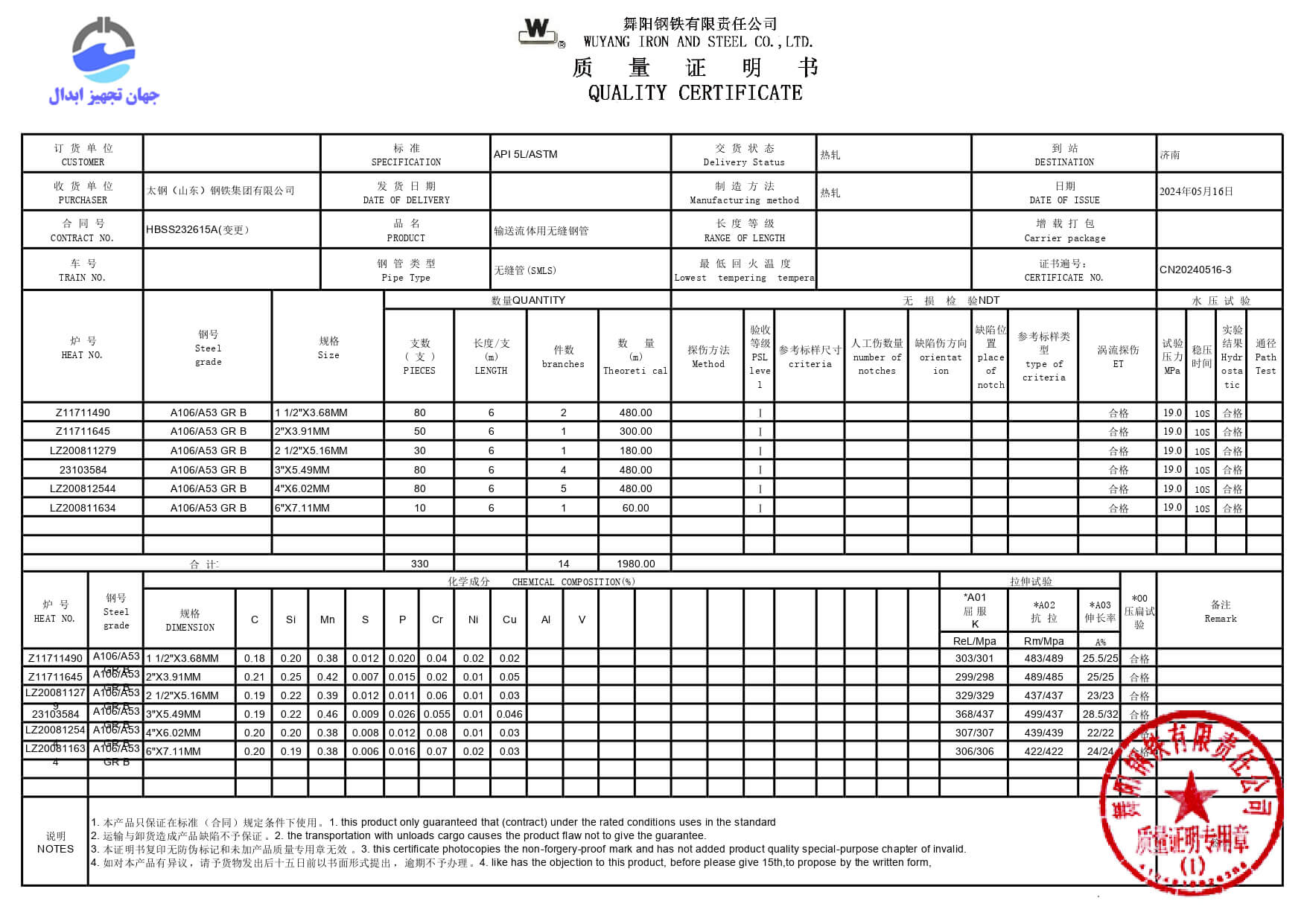
- ارائه اصل گواهینامه های متریال MTC/MTR از نوع 3.1 EN10204 Type با مهر و امضا بخش QC کارخانه سازنده به صورت Copy Hard الزامیست. ( وارد کنندگان این محصول حتما باید به این مورد توجه نمایند.)
- لازم به ذکر است علاوه بر ارائه MTC، ارائه گزارش آزمون های ذکر شده در استاندارد مرجع MTR نیز ضروری بوده و این موضوع خصوصاً در مورد تستهای SSC/HIC از اهمیت فوق العاده ای برخوردار بوده و بایستی گزارش انجام این 2 تست بر اساس استاندارد TM0177 NACE و TM0284 NACE به تفکیک هر Heat. No نیز ارائه گردد.
عبارت NACE : در برابر خوردگی ناشی از گاز ترش SURGAS یا سولفید هیدروژن متریال مذکور باید استحکام داشته باشد.
- کلیه اقلام بایستی دارای خصوصیات NACE MR0103/MR0175 باشند.
- کلیه اقلام بایستی دارای مارکینگ واضح، استاندارد و خوانا (به صورت حک شده و نه به صورت شابلونی) با
ذکر Heat. No جهت انطباق با گواهینامه های ارائه شده باشند.
شایان ذکر است ارائه گزارش انجام SSC/HIC Tested صورت به NACE TM0177 الزامیست.
- تستهای SSC/HIC به تفکیک هر Heat. No در آزمایشگاهی در کشور مبدأ ضروری است و صرفاً ذکر این
مورد در MTC کفایت نمی نماید.

- نوع عملیات حرارتی بایستی به صورت Normalized باشد.
- تلرانس ابعادی اقلام OD(طول و ضخامت) بایستی از استاندارد A106 تبعیت نماید.
- کلیه لوله های A106 بایستی به صورت Seamless باشند.
- انجام 100 درصد تست Eddy Current بر روی کلیه اقلام و قید در گواهینامه الزامی است.
————————————————————————————————————-
اسناد الزامی بازرسی لوله های A106 GR. B همراه کالا
- ارائه گواهینامه تست هیدرواستاتیک، تنش (کشش و تسلیم) ضربه، سختی و NDE با درج Reference و
Standard Practice
- ارائه گواهینامه آنالیز متریال با درج Standard Practice و Reference
- مشخصات زیر می بایست هم روی محصول و هم در گواهینامه های ارائه شده درج شده باشند:
- Heat number یا Heat treatment lot Identification
- طول
- Average wall thickness یا Schedule number و Outside diameter یا NPS
- روش ساخت مانند SMLS برای محصول بدون درز
- حروف NH در صورت عدم انجام تست هیدرو استاتیک
- نمایه اختصاصی معرف شرکت تولید کننده
- استاندارد ساخت
- جنس محصول
- گرید محصول
- تمامی موارد بالا می بایست مطابق با استاندارد زیر و ارجاعات مشخص شده در آن باشند
- ASTM A106/A106M
تستها و آزمونها
برای اطمینان از کیفیت و مطابقت لولههای A106 GR. B با استانداردهای صنعتی، تستها و آزمونهای مختلفی انجام میشود:
- تست هیدرواستاتیک: این تست برای بررسی مقاومت لوله در برابر فشار داخلی انجام میشود. لولهها با آب تحت فشار قرار میگیرند تا از عدم وجود نشتی اطمینان حاصل شود.
- تست کشش: برای تعیین استحکام کششی و تسلیم لولهها، تست کشش انجام میشود. این تست کمک میکند تا از مقاومت لولهها در برابر نیروهای کششی اطمینان حاصل شود.
- تست خمش: در این تست، لولهها تحت نیروهای خمشی قرار میگیرند تا از قابلیت تحمل خمش و انعطافپذیری آنها اطمینان حاصل شود.
- تست ضربه: این تست برای بررسی مقاومت لولهها در برابر ضربات و شوکهای ناگهانی انجام میشود.
- تست رادیوگرافی: برای بررسی وجود ترکها و عیوب داخلی، از تست رادیوگرافی استفاده میشود. این تست با استفاده از اشعه ایکس، ساختار داخلی لولهها را بررسی میکند.
نتیجهگیری
لولههای A106 GR. B با رعایت استانداردهای صنعتی و انجام تستهای مختلف، به عنوان محصولاتی با کیفیت و قابل اعتماد در صنایع مختلف مورد استفاده قرار میگیرند. آگاهی از الزامات و تستهای لازم برای این لولهها، کمک میکند تا اطمینان حاصل شود که محصولات استفاده شده در سیستمهای مختلف، بهترین عملکرد و طول عمر را دارند. این مقاله تلاش دارد تا با ارائه اطلاعات دقیق و جامع، به بهبود دانش فنی و کاربردی در زمینه استفاده از لولههای A106 GR. B کمک کند.
منبع: جهان تجهیز ابدال





